 English
English 中文简体
中文简体 русский
русский Español
Español Français
FrançaisWhat are the precautions for using Mould For Plastic Cups?
Common Types on the Market

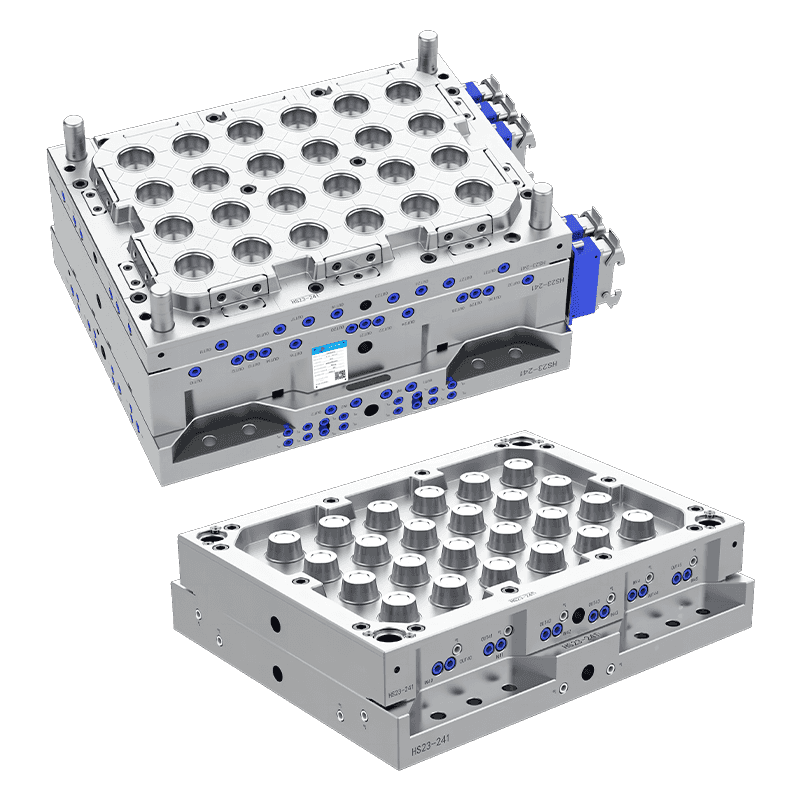
Injection Mould for Thin-Wall Cups (0.3-0.8 mm wall thickness): Multi-cavity molds with 4 to 48 cavities. Cup diameter ranges 50-100 mm, height 60-150 mm. Cycle time is 4-8 seconds for PP (polypropylene). The mould uses hot runners with valve gates (8-16 nozzles) and conformal cooling channels. These molds produce disposable drinking cups for water, soda, and coffee.
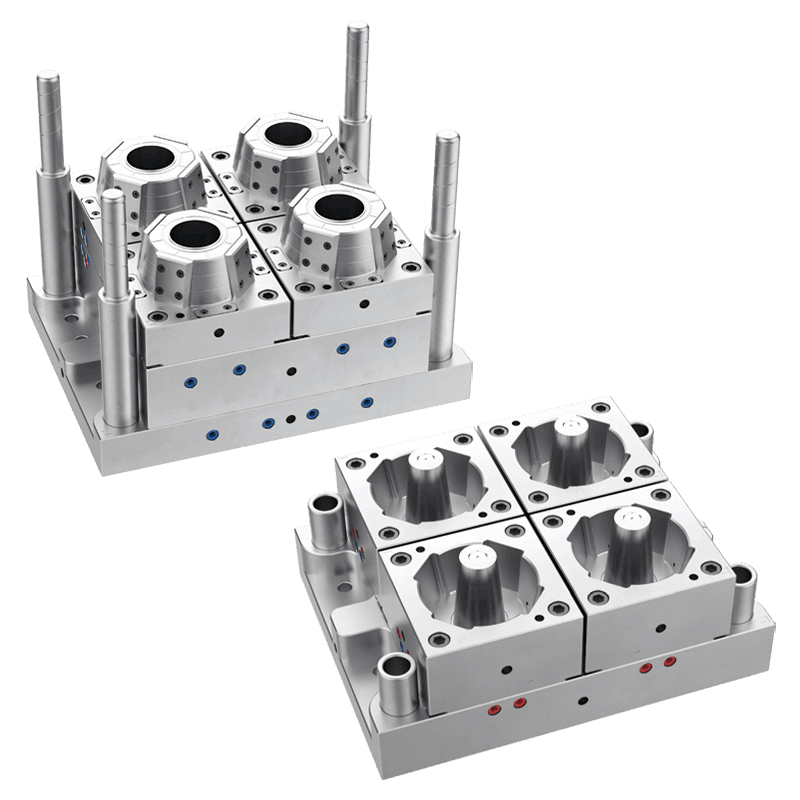
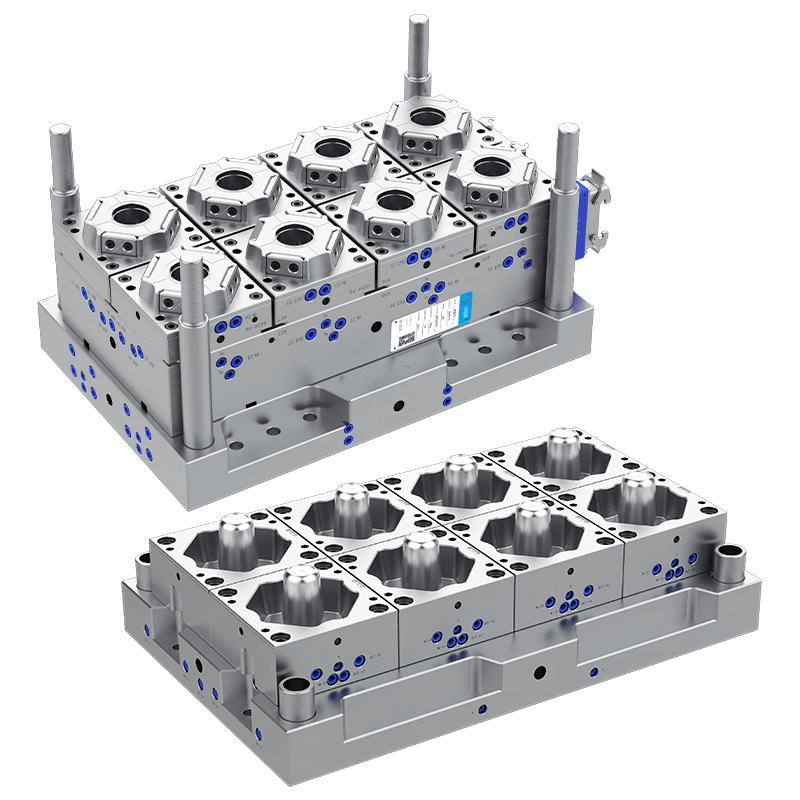
Injection Mould for Thick-Wall Cups (1.0-3.0 mm wall thickness): Used for reusable cups (tumblers, beer steins, promotional mugs). Cavity count is 2 to 1Cycle time is 15-35 seconds due to longer cooling. The mould includes unscrewing mechanisms for threaded cups (travel 8-15 mm) or side-action slides for handles.
Stack Mould (Two-Level) for High Output: Two parallel parting lines produce twice the parts per machine cycle. A typical stack mold for 200 ml cups has 2 x 24 = 48 cavities. Mold height is 800-1,200 mm requiring injection machines with platen spacing above 1,300 mm. Cycle time is 5-7 seconds, producing 25,000-35,000 cups per hour.
Thermoforming Mould (Vacuum Forming): A single-sided mould with vacuum holes (0.5-1.0 mm diameter) and a forming plug (male or female). The mould temperature is maintained at 50-70°C. Plastic sheet (0.3-1.2 mm thickness) is heated to 160-200°C then drawn onto the mold. Trim press cuts the cup rim. Thermoforming molds are used for yogurt cups, margarine tubs, and portion cups (10-50 ml).
Pressure Forming Mould (High Detail): Similar to vacuum forming but uses air pressure of 0.3-0.7 MPa on the back of the heated sheet. The mould is made of cast aluminum (A356) with polished cavities. Pressure forming produces cups with sharper rim details (raised lettering, logos) than vacuum forming. Cycle time is 5-12 seconds per sheet (4-16 cups per sheet).
Injection Blow Mould (ISBM – Two Stage): A preform mould (first stage) produces a test-tube shaped preform with finished neck threads. The preform is reheated then transferred to a blow mould (second stage) where air inflates it to cup shape. ISBM molds produce high-clarity PET cups for smoothies, milkshakes, and beer. Preform cavities: 8-32; blow cavities: 4-16.
Materials Used in Mould for Plastic Cups
Cavity and Core Steel
The cavity surfaces contact molten plastic (200-260°C). For high-volume injection moulds (over 2 million cycles), DIN 1.2343 (X40CrMoV5-1) chromium steel is standard. Composition: 0.40% C, 5.0% Cr, 1.3% Mo, 0.4% V. Hardness: 48-52 HRC. Tensile strength: 1,450 MPa. For cups requiring optical clarity (clear PP or PET), cavities are polished to Ra 0.02-0.05 microns. For medium-volume moulds (500,000 - 2 million cycles), DIN 1.2738 (P20 + Ni) pre-hardened to 38-42 HRC is used. Cost is 40 percent lower than 1.234For prototype or low-volume moulds (below 200,000 cycles), aluminum 7075-T6 is selected. Aluminum has thermal conductivity of 130 W/m·K (5 times higher than steel), reducing cycle time by 30-40 percent. However, aluminum cavities show wear after 150,000 cycles at the gate area where plastic velocity exceeds 200 mm/s.
Core Inserts and Ejection Components
The core forms the inside of the cup. For deep cups (height-to-diameter ratio above 1.2), cores are manufactured from DIN 1.2767 (X45NiCrMo4) nickel steel. Hardness: 50-54 HRC. Core surface finish is Ra 0.1-0.2 microns to allow cup sliding during ejection. Ejector sleeves (thin tubes that push the cup rim) are made from SKD61 (H13) steel with nitrided surface (65-70 HRC to 0.1-0.15 mm depth). Sleeve wall thickness is 0.8-1.5 mm. For cups with undercuts (snap-fit lids), collapsible cores are used. These cores consist of 6-8 segments that retract radially before ejection. Segment material is DIN 1.2379 (X153CrMoV12) hardened to 58-60 HRC.
Cooling System Materials
Rapid cooling is essential for thin-wall cup moulds. Cooling channels are drilled 4-6 mm from the cavity surface. Channel diameter: 6-10 mm. For high-cavity moulds (32-48 cavities), copper alloy baffles (CuZn39Pb3, thermal conductivity 110 W/m·K) are placed in the cooling channels near the cup bottom (the thickest section). For the cup rim area (also thick), conformal cooling channels produced by 3D printing (maraging steel 1.2709) follow the rim contour. Conformal channels reduce cooling time from 6 seconds to 3.5 seconds for a 200 ml cup. O-rings sealing the cooling circuits are EPDM rubber rated for 150°C continuous.
Hot Runner Components
Thin-wall cup moulds use hot runner systems with 1-2 nozzles per cavity. Manifolds are machined from DIN 1.2343 (H11) steel. Nozzle tips are beryllium copper (C17200, containing 1.8-2.0% beryllium) or H13 with replaceable tips. Valve pins (actuated pneumatically, 5-8 bar) close the nozzle after filling. Pin material is cemented carbide (WC-6Co) with hardness of 89-92 HRA. Pin tip diameter: 1.0-1.5 mm. Tips require replacement every 500,000-800,000 cycles. Thermocouples (type J, grounded tip) are placed 2 mm from the nozzle exit, maintaining temperature within ±1.5°C. Heating elements are cartridge type (150-300 W per nozzle, 230 V).
Thermoforming Mould Materials
For vacuum and pressure forming moulds, cast aluminum A356-T6 is standard. Composition: 6.5-7.5% Si, 0.25-0.45% Mg. Hardness: 80-95 HB. Tensile strength: 230 MPa. The mould contains vacuum holes of 0.5-1.0 mm diameter, spaced 15-25 mm apart. For high-detail pressure forming, epoxy/aluminum composite moulds are used (aluminum-filled epoxy, 60-70% aluminum powder by weight). These composite moulds cost 50-70 percent less than machined aluminum and are suitable for runs below 100,000 cycles.
Contact Us
Email: [email protected]; Or fill out the contact form below.
Yongkang Huashun Mould Co., Ltd. is a technology-based enterprise specializing in the production of thin-walled injection molds.
PRODUCT
- Disposable Plastic Round Food Container Moulds
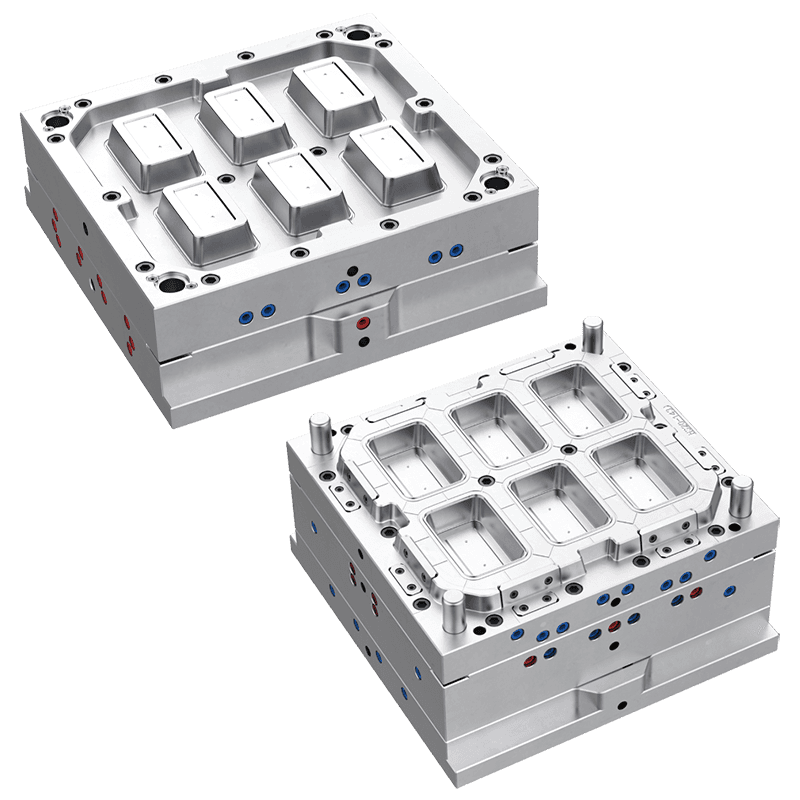
- Disposable Plastic Square Food Container Moulds
- Disposable Bubble Tea Plastic PP Cup Mould Series
- Disposable Plastic Knife Fork And Spoon Mould Series
- Disposable Plastic Multi-grid Food Container Mould Series
- Disposable Plastic Portion Cup Mould Series
- Disposable Plastic Cup Mould Series
