 English
English 中文简体
中文简体 русский
русский Español
Español Français
FrançaisWhat material properties are required for food container moulds to ensure regulatory compliance?
Food container moulds must be designed to produce containers that comply with food contact regulations: FDA 21 CFR (US), EU Regulation 10/2011 (Europe), and GB 4806 (China). These regulations restrict certain substances in the finished container and also address mould construction materials.
Mould steel grade: The mould cavity surfaces that contact the plastic melt (and indirectly contact food) must be made of corrosion-resistant steel. Standard tool steels (P20, H13) are acceptable if they do not transfer residues to the plastic. However, many food container moulds use 420 stainless steel (50–54 HRC) or 17-4 PH (40–45 HRC) because these grades resist corrosion from cleaning agents and acidic food components. A 420 stainless mould for a PP yogurt container (pH 4.0–4.5) shows no corrosion after 2 million cycles; a P20 mould under the same conditions may show surface staining after 500,000 cycles. Stainless moulds also prevent the formation of rust that could contaminate parts.
Release coatings: Some moulds apply PTFE-based or nickel-PTFE (Nedox) release coatings to reduce sticking. The coating must be FDA-approved for indirect food contact. For PTFE coatings, the formulation must not contain perfluorooctanoic acid (PFOA), which is restricted under EU and US regulations. Coating thickness is 10–25 µm. Coatings thicker than 50 µm may flake and contaminate containers. An uncoated stainless mould with polished surface (SPI A-2, 0.025–0.05 µm Ra) typically releases PP containers without additional coatings.
Cooling channel materials: Cooling channels are drilled into the mould plates; water flows through these channels. The water may contain corrosion inhibitors. For food container moulds, cooling water additives must be non-toxic and not migrate through the mould material. Standard inhibitors (sodium nitrite, borax) are acceptable. If mould plates show corrosion in cooling channels (rust formation), the corrosion products do not contact the plastic but may block channels. Annual cleaning of cooling channels with a 5–10% citric acid solution removes scale.
How is sealing performance ensured in food container moulds?
The seal between the container body and its lid is critical for food freshness and leak prevention. For a container with a 4–8 mm wide snap-on lid interface, the mould must control five-dimensional features.
Lid snap groove geometry: The container rim includes a groove or undercut that the lid snaps over. The groove depth is typically 0.2–0.5 mm with a 15–30 degree angle on the entry side. The mould creates this groove with a collapsible core or with side actions that retract before ejection. For a round container, the groove must be continuous and uniform. Dimensional tolerance for groove depth is ±0.03 mm. A groove that is 0.05 mm deeper on one side than the other causes uneven lid engagement; the lid may seal on the deep side but gap on the shallow side.
Container wall draft angle for stacking: Food containers often stack for shipping and storage. The outer wall must have a consistent draft angle (0.5–1.5 degrees per side, measured from vertical) so that containers nest without jamming. For a 100 mm tall container, a 0.5 degree draft creates a width change of 100 × tan(0.5°) = 0.87 mm from top to bottom. If the draft varies by ±0.2 degrees across cavities, the stacking force between containers increases by 30–50%. Mould makers verify draft using a CNC coordinate measuring machine (CMM), measuring at 3–5 heights on each cavity.
How does venting design affect part quality and cycle time in food container moulds?
Venting allows trapped air to escape from the cavity as molten plastic fills the mould. For thin-wall food containers (0.3–0.6 mm), inadequate venting is a common cause of defects and extended cycle times.
Vent location and depth: Vents are placed at the last point the plastic reaches: typically, the corners of rectangular containers or the rim of round containers opposite the gate. For a 150 × 100 mm rectangular container with a gate at the center of one long side, the last fill points are the two opposite corners. Vents at these locations are 0.5–1.0 mm wide and extend 5–10 mm from the cavity edge. Vent depth for polypropylene (PP) is 0.02–0.03 mm; for polyethylene (PE), 0.01–0.02 mm; for PET, 0.01–0.03 mm. Vents deeper than these values allow flash (plastic leaking out of the cavity). Vents shallower than 0.01 mm restrict air flow. A blocked vent (depth below 0.005 mm due to residue) causes localized trapped air compression heating to 200–300°C, creating burn marks (brown or black spots, 1–5 mm diameter) on container corners.
Effects on cycle time: Inadequate venting increases required injection pressure by 20–40% to push plastic past trapped air. Higher pressure increases clamping force demand and can increase cycle time because higher packing pressure requires longer hold time. For a 32-cavity mould producing 500 mL PP containers, a vented mould (proper depths, cleaned weekly) cycles at 12 seconds; the same mould with partially blocked vents (effective depth 0.008 mm) requires 14–15 seconds, reducing output by 15–20%.
Vent maintenance schedule: Vents in food container moulds accumulate plastic residue, mould release, and food-grade lubricants. Recommended cleaning intervals: every 20,000–50,000 cycles (approximately every 3–5 days on a 3-shift operation). Cleaning method: remove the vented cavity insert; use a brass scraper (not steel) to remove residue; follow with compressed air. Ultrasonic cleaning in a mild detergent solution (60°C, 15–20 minutes) restores vent depth. A mould with a documented vent cleaning schedule shows burn mark rates below 0.5%; without cleaning, burn marks appear on 3–8% of containers after 100,000 cycles.
Contact Us
Email: [email protected]; Or fill out the contact form below.
Yongkang Huashun Mould Co., Ltd. is a technology-based enterprise specializing in the production of thin-walled injection molds.
PRODUCT
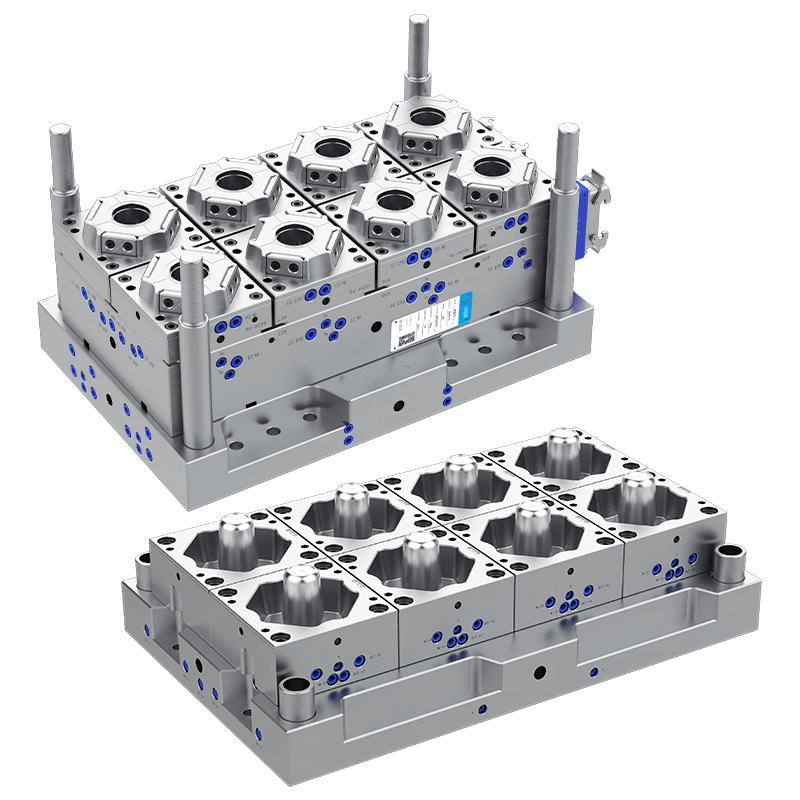
- Disposable Plastic Round Food Container Moulds
- Disposable Plastic Square Food Container Moulds
- Disposable Bubble Tea Plastic PP Cup Mould Series
- Disposable Plastic Knife Fork And Spoon Mould Series
- Disposable Plastic Multi-grid Food Container Mould Series
- Disposable Plastic Portion Cup Mould Series
- Disposable Plastic Cup Mould Series
