 English
English 中文简体
中文简体 русский
русский Español
Español Français
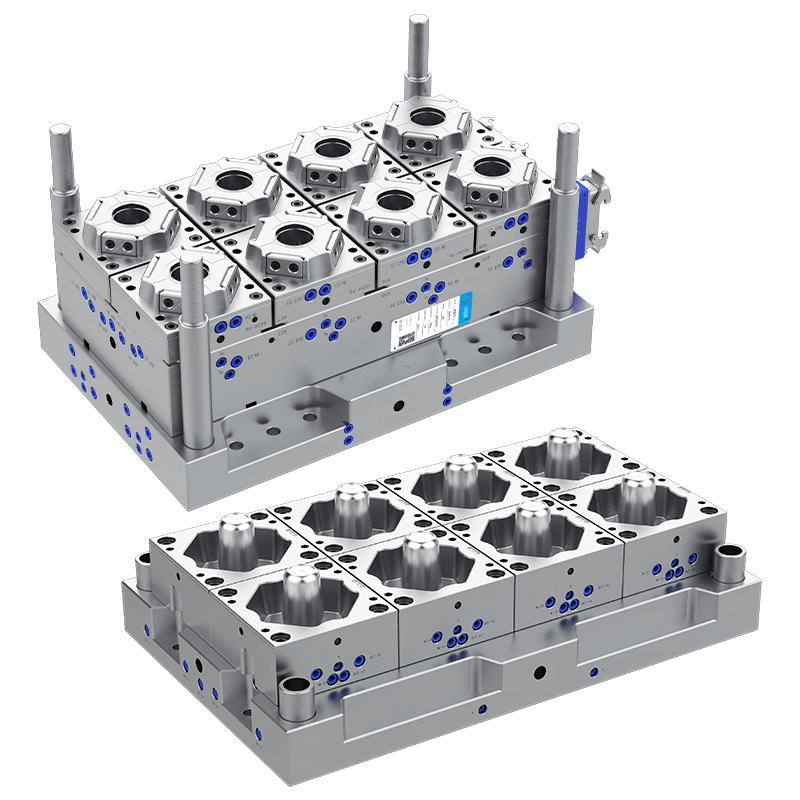
FrançaisShaping Mealtime Containers: What Materials Are Used in Lunch Box Molds?
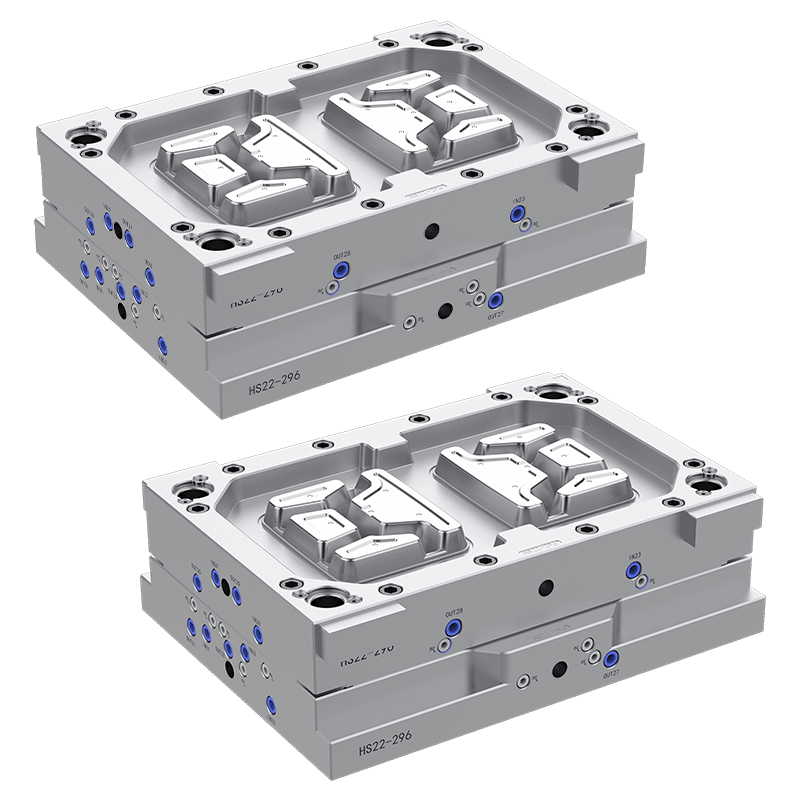
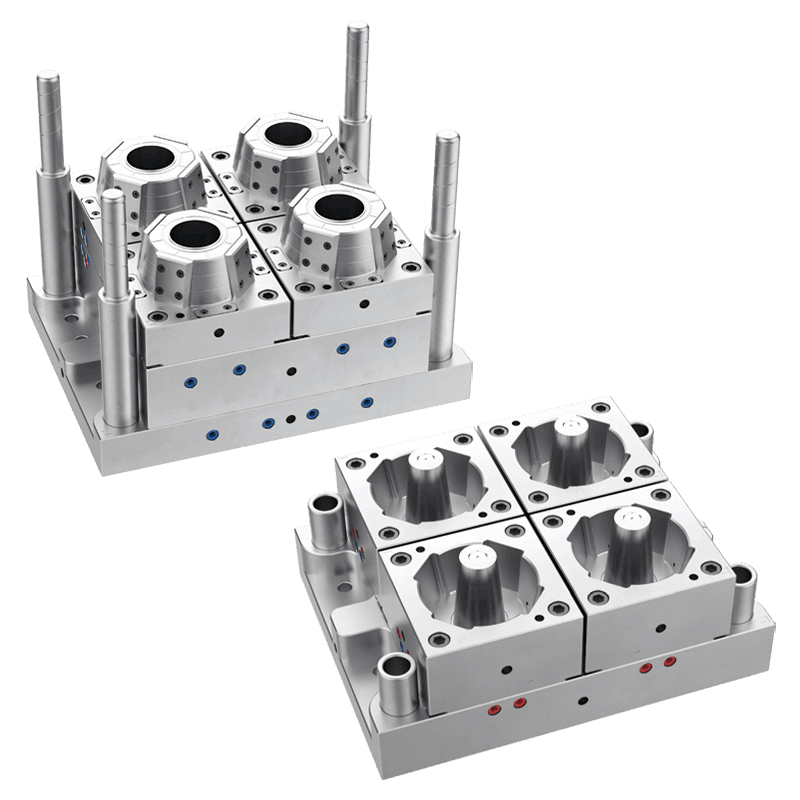
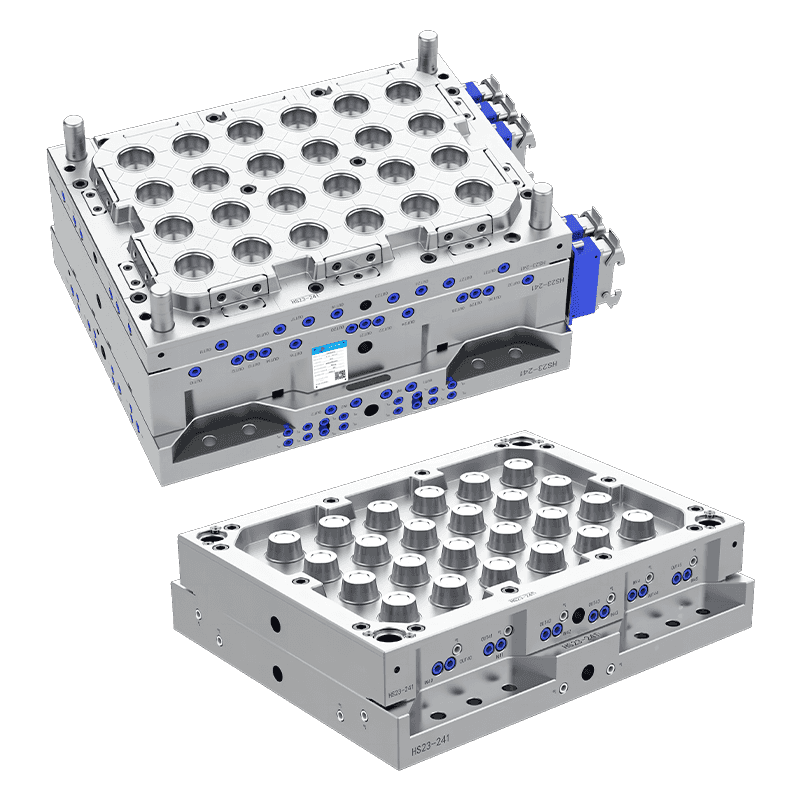
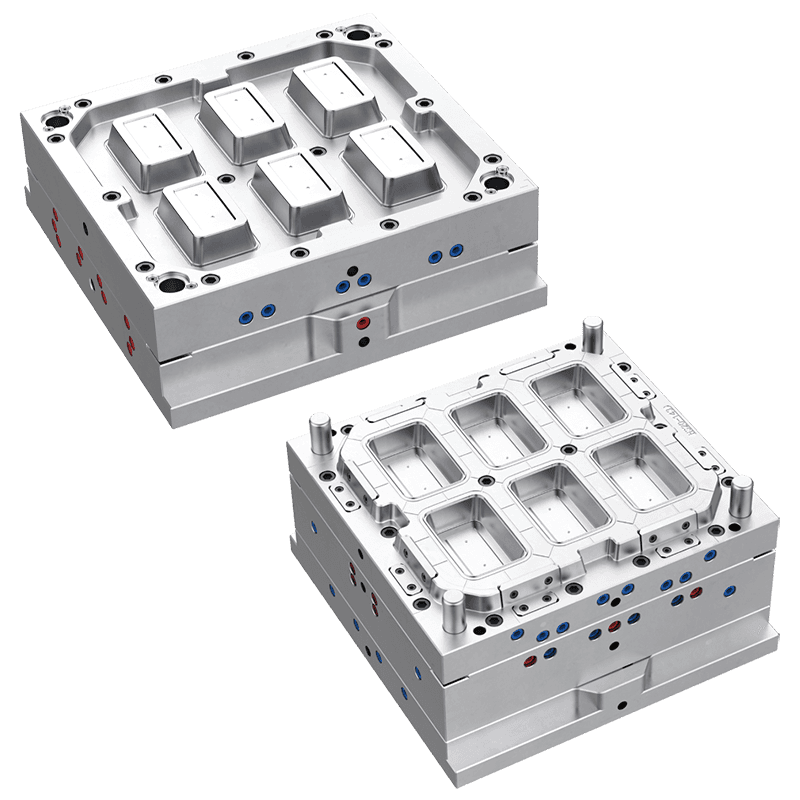
The plastic lunch boxes and food containers used daily in homes, schools, and workplaces are produced through injection molding, a manufacturing process that forces molten plastic into precision-machined tools called molds. These molds determine every characteristic of the final product: its shape, dimensions, surface texture, and even the clarity of see-through lids. The materials chosen for constructing these molds directly affect production costs, manufacturing speed, part quality, and the total number of containers that can be produced before the tool requires maintenance or replacement.
Tool Steels: The Standard for High-Volume Production
For lunch box molds intended to produce hundreds of thousands or millions of units, various tool steels are the predominant material choice. These alloys are engineered to withstand the high pressures, elevated temperatures, and abrasive forces encountered in high-cycle injection molding.
P20 Tool Steel: This is the common general-purpose mold steel for lunch box applications, particularly for moderate production volumes.
P20 is supplied in a pre-hardened condition, typically at 28-32 HRC (Rockwell Hardness C scale), which eliminates the need for additional heat treatment after machining for applications.
It offers good machinability, allowing relatively quick fabrication of mold cavities and cores.
The material provides adequate wear resistance for molding commodity plastics such as polypropylene (PP) and polyethylene (PE), which are commonly used for lunch boxes.
Typical production runs with P20 can range from 500,000 to 1,000,000 cycles before wear becomes significant, depending on the abrasiveness of the plastic.
P20 is often used for the main cavity and core blocks of lunch box molds, particularly for containers without complex undercuts or high-gloss finish requirements.
H13 Tool Steel: For lunch box molds requiring higher wear resistance or running more demanding materials, H13 is frequently specified.
H13 is a hot-work tool steel that maintains its hardness at elevated temperatures, resisting thermal fatigue and heat checking (cracking caused by repeated heating and cooling cycles).
It is typically used in a hardened and tempered condition, reaching 45-52 HRC.
This material is preferred for molds running engineering plastics such as polycarbonate (PC) or acrylonitrile butadiene styrene (ABS), which are sometimes used for higher-end lunch boxes or transparent containers.
H13 is also used for components subject to high wear, such as cores for snap-fit features or areas with thin wall sections that experience high injection pressures.
Stainless Tool Steels (e.g., 420 SS): When corrosion resistance is required, either from the plastic material or from the cooling water circulating through the mold, stainless tool steels are employed.
Grade 420 stainless steel, hardened to approximately 48-52 HRC, offers good corrosion resistance combined with adequate hardness for molding.
These materials are used for molding certain types of plastics that may release corrosive gases during processing, or for molds that must be stored in humid environments without rusting.
Stainless tool steels are more expensive and more difficult to machine than P20 or H13, so their use is typically limited to applications where corrosion is a genuine concern.
Stainless Steel for Food-Grade Applications
In the lunch box market, a distinction must be made between the mold material and the final product material. Some lunch boxes are themselves made from stainless steel, and these require different mold considerations.
Stainless Steel Lunch Boxes: These containers are not injection molded but rather formed through stamping or deep drawing processes.
304 Stainless Steel (18/8): This is the common grade for food-grade lunch boxes. It contains 18 percent chromium and 8 percent nickel, offering corrosion resistance and food safety. It does not react with acidic foods and is durable for daily use.
316 Stainless Steel: Contains molybdenum for enhanced corrosion resistance, particularly against chlorides. It is sometimes used for marine environments or applications requiring the higher corrosion resistance, though it is more expensive.
201 Stainless Steel: A lower-cost alternative with less nickel, sometimes used in budget lunch boxes. It offers adequate corrosion resistance for normal use but is less durable than 304 in demanding conditions.
Molds for Silicone Lunch Boxes: A growing segment of the market uses food-grade silicone for collapsible or flexible lunch containers.
Molds for silicone lunch boxes are typically machined from aluminum or steel, similar to plastic injection molds, but must accommodate the different flow characteristics of liquid silicone rubber.
Silicone molding often involves liquid silicone injection molding (LSIM) , which requires precise temperature control within the mold to cure the material.
The mold surface finish directly transfers to the silicone part, so textured finishes for non-stick properties or aesthetic patterns are machined directly into the mold cavity.
Aluminum: Speed and Economy for Lower Volumes
Aluminum molds are widely used in the lunch box industry for prototyping, short production runs, and for molds that produce components with less demanding wear requirements.
Machinability and Lead Times: Aluminum machines significantly faster than steel, often 3 to 5 times faster. This translates directly to shorter mold fabrication times and lower initial cost. For new lunch box designs or seasonal products, aluminum allows rapid market entry.
Thermal Conductivity: Aluminum conducts heat approximately 3 to 5 times better than tool steel. This means heat from the molten plastic is drawn away more quickly, potentially reducing cooling times and shortening overall cycle times. In some cases, this thermal advantage can offset the lower inherent strength of aluminum.
Alloy Selection for Lunch Box Molds:
QC-7 or QC-10: These are wrought aluminum alloys specifically developed for mold applications, offering a good balance of strength, hardness, and machinability. They are suitable for production runs of tens of thousands to perhaps 100,000 parts.
7075 Aluminum: A high-strength aluminum alloy offering strength-to-weight ratio and good wear resistance for an aluminum. It is sometimes used for mold components requiring higher durability.
6061 Aluminum: A general-purpose alloy sometimes used for prototype molds or very low-pressure applications where strength demands are minimal.
Production Volume Limitations: Aluminum is softer and less wear-resistant than steel. An aluminum lunch box mold might produce 10,000 to 100,000 parts, depending on the abrasiveness of the plastic, before cavity dimensions degrade or surface finishes deteriorate. For highly abrasive filled plastics, the tool life may be at the lower end of this range.
Repair and Modification: Aluminum molds are generally easier to repair through welding and re-machining than steel molds, which can be advantageous during product development or for molds requiring design changes.
Core and Cavity Inserts: Strategic Material Placement
Modern lunch box molds often use a construction approach where the main mold base is made from a less expensive material, while the actual cavity and core inserts—the components that shape the plastic—are made from higher-grade materials.
Modular Mold Construction: The mold base (the structural frame that holds the cavities) is often made from pre-hardened steel or even aluminum plates. This base provides the support, guiding, and ejection systems. The interchangeable inserts that actually form the lunch box shape are made from the appropriate grade of tool steel or aluminum for the specific production requirements.
Beryllium Copper Inserts: For areas of the lunch box mold that are difficult to cool, such as deep cores or thin-walled sections, beryllium copper inserts may be used.
Beryllium copper has thermal conductivity several times higher than tool steel, allowing it to draw heat away from the molded part more rapidly in areas where conventional cooling lines cannot be placed.
This reduces cycle times and improves part quality by ensuring uniform cooling.
These inserts are typically placed in strategic locations within a steel mold, combining the strength of steel with the thermal performance of copper.
Hardened Steel Inserts: For features subject to high wear, such as snap-fit latches, hinge details, or interlocking rim features, hardened steel inserts may be used even within an aluminum or P20 mold base. These inserts provide localized wear resistance where it is needed.
Surface Treatments and Finishes
The surface of the mold directly transfers to the lunch box, affecting both appearance and function. Various treatments and finishes are applied to mold surfaces to achieve specific characteristics.
Polished Finishes: For lunch boxes with glossy surfaces or clear lids, the mold cavity must be polished to a mirror finish.
Polishing is performed manually or mechanically using progressively finer abrasives. The final polish determines the clarity of transparent parts.
Highly polished surfaces also improve part release, reducing the need for mold release agents.
Textured Finishes: Many lunch boxes feature textured surfaces for improved grip, scratch resistance, or aesthetic appeal.
Textures are created through chemical etching or electrical discharge machining (EDM) . Chemical etching uses acids to create specific patterns on the mold surface.
Common textures include fine matte finishes, leather grains, geometric patterns, or non-slip surfaces on lids and bases.
The texture depth and pattern are precisely controlled, as they affect both appearance and part ejection.
Hard Coatings: To extend mold life and improve part release, various coatings may be applied to the mold surface.
Chromium plating: Provides a hard, wear-resistant, and corrosion-resistant surface that also improves release.
Titanium Nitride (TiN) coating: The gold-colored coating offers increased hardness and reduced friction.
Diamond-Like Carbon (DLC) coatings: Provide low friction and high hardness for demanding applications.
Nickel-PTFE coatings: Combine hardness with the non-stick properties of PTFE (Teflon), for molds running sticky materials or requiring minimal release agents.
Cooling System Materials
Efficient cooling is essential for rapid cycle times and consistent part quality. The materials used for cooling components affect heat transfer efficiency.
Cooling Channels: The passages through which water or oil flows to control mold temperature are machined directly into the mold steel or aluminum. For straight-line cooling, conventional drilling is used.
Baffles and Bubblers: For areas requiring enhanced cooling, copper or stainless steel baffles and bubblers may be inserted into cooling channels to direct coolant flow to specific areas.
Thermal Pins: Heat pipes, also called thermal pins, are sometimes used in areas difficult to cool with conventional methods. These sealed copper tubes containing a working fluid transfer heat efficiently from hot spots to areas where cooling can be applied.
Conformal Cooling: Advanced molds may incorporate conformal cooling channels, which follow the exact contour of the mold cavity. These complex shapes are typically produced through additive manufacturing (3D printing) using maraging steel or stainless steel powders. The improved cooling uniformity reduces cycle times and minimizes part warpage.
Contact Us
Email: [email protected]; Or fill out the contact form below.
Yongkang Huashun Mould Co., Ltd. is a technology-based enterprise specializing in the production of thin-walled injection molds.
PRODUCT
- Disposable Plastic Round Food Container Moulds
- Disposable Plastic Square Food Container Moulds
- Disposable Bubble Tea Plastic PP Cup Mould Series
- Disposable Plastic Knife Fork And Spoon Mould Series
- Disposable Plastic Multi-grid Food Container Mould Series
- Disposable Plastic Portion Cup Mould Series
- Disposable Plastic Cup Mould Series
