 English
English 中文简体
中文简体 русский
русский Español
Español Français
FrançaisPrecision in Miniature: About Thin Wall Injection Moulding
Thin wall injection moulding is a specialized manufacturing process used to produce plastic parts with very small wall thicknesses relative to their surface area. This technique is essential for industries ranging from food packaging to medical devices, where lightweight, material-efficient components are required. The term "thin wall" typically refers to parts with wall thicknesses less than 1 millimeter, though the exact definition varies with part size and geometry.
What Is Considered Thin Wall Injection Moulding?
The definition of "thin wall" in injection moulding is not absolute but depends on the flow characteristics of the plastic and the geometry of the part. Understanding this definition helps in determining whether a part requires specialized thin wall processing.
General Thickness Guidelines
For injection moulding applications, typical wall thicknesses range from 2 to 4 millimeters. Thin wall moulding generally refers to parts with wall thicknesses below 1 millimeter.
A more technical definition relates to the flow length to wall thickness ratio. When the distance the plastic must flow from the gate to the farthest point in the cavity exceeds 100 times the wall thickness, the part is generally considered a thin wall application. For example, a part with 1 mm wall thickness and a flow path of 100 mm has a 100:1 ratio and would be considered thin wall.
Some industry segments use more specific definitions. In packaging, for instance, thin wall containers typically have wall thicknesses of 0.3 to 0.8 millimeters. In electronic device housings, thicknesses of 0.5 to 1.0 millimeters are common.
Characteristics That Define Thin Wall Parts
High flow length ratio: The molten plastic must travel considerable distances relative to the wall thickness before freezing. This requires high injection speeds and pressures to fill the cavity completely.
Rapid cooling: Thin sections cool much faster than thick sections. The plastic may begin to freeze before the cavity is completely filled unless injection speeds are high.
High surface area to volume ratio: Thin wall parts typically have large surface areas relative to their mass, which affects both cooling rates and the structural behavior of the finished part.
Material selection constraints: Not all plastics flow well enough to fill thin wall cavities. Materials must have sufficiently low viscosity under the processing conditions to reach all areas before freezing.
Industries and Applications
Food packaging: Containers, lids, cups, and trays for prepared foods, dairy products, and takeout meals. These parts often have walls of 0.3 to 0.6 millimeters to minimize material usage and cost.
Medical devices: Syringe barrels, test tubes, sample cups, and diagnostic components where thin walls facilitate heat transfer or minimize sample volume.
Consumer electronics: Mobile phone cases, battery covers, and internal components where thin walls allow compact product designs.
Disposable products: Razor handles, cutlery, and personal care items where material savings translate directly to cost reduction.
What Equipment Is Required for Thin Wall Moulding?
Thin wall injection moulding places significantly higher demands on equipment than conventional moulding. Standard injection moulding machines are generally not capable of producing thin wall parts consistently.
Injection Unit Requirements
High injection speed: Thin wall moulding requires injection speeds typically 5 to 10 times faster than conventional moulding. Injection speeds of 500 to 1000 millimeters per second are common, compared to 50 to 100 millimeters per second for standard applications. This high speed is necessary to fill the cavity before the thin section freezes.
High injection pressure: Standard moulding typically uses pressures of 500 to 1000 bar. Thin wall moulding often requires 1500 to 2500 bar or higher to force the plastic through the restricted flow paths.
Accumulator systems: Many thin wall machines incorporate hydraulic accumulators that store energy and release it rapidly during injection, achieving the necessary speed without requiring oversized pumps.
High plasticizing capacity: Because thin wall parts have low weight but are produced in very high cycles, the injection unit must be capable of melting plastic faster than in conventional applications.
Clamping Unit Requirements
High clamp force: The high injection pressures required for thin wall moulding tend to force the mould open. Clamp forces must be sufficient to keep the mould closed against these forces, typically requiring larger machines than would be used for comparable conventional parts.
Fast platen movement: To achieve short cycle times, the clamping unit must open and close rapidly. Dry cycle times (the time to open and close without mould contact) are critical performance parameters.
Rigid construction: The press and mould must resist deflection under the high forces involved. Any deflection can bring about flash or incomplete filling.
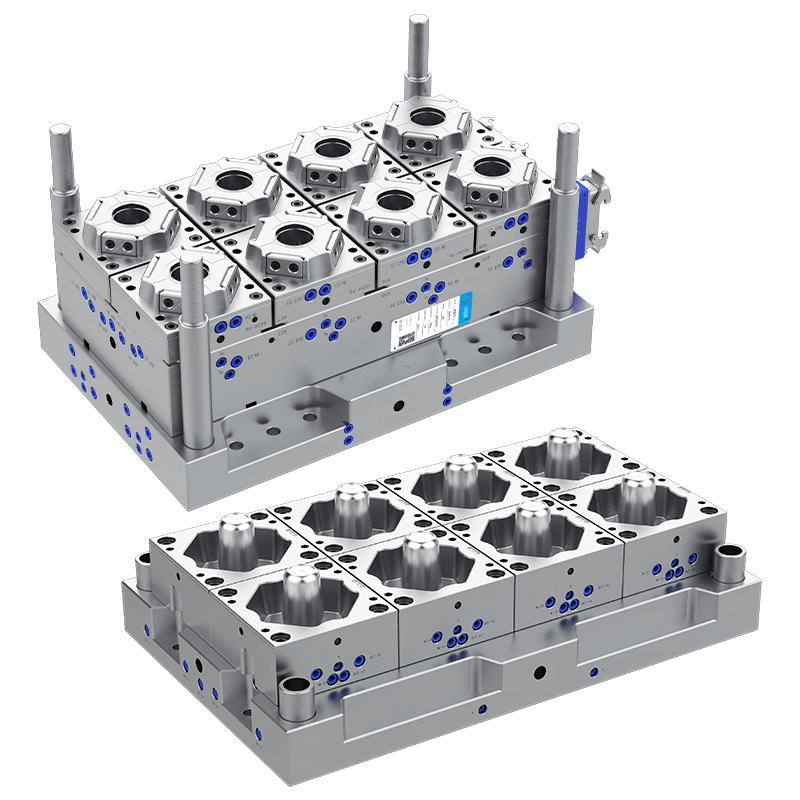
Mould Requirements
High-strength materials: Thin wall moulds must withstand pressures and temperatures. Hardened tool steels such as H13 are common, with additional surface treatments for wear resistance.
Precision venting: Trapped air must escape rapidly as the cavity fills at high speed. Adequate venting, often with carefully controlled vent depths, prevents burning and incomplete filling.
Efficient cooling: Cooling channels must be designed to remove heat rapidly and uniformly. Conformal cooling, where channels follow the contour of the part, is often used to optimize cooling.
Robust ejection systems: Thin parts can be difficult to eject without damage. Ejector pin layouts must be carefully designed, and ejection speeds must be controlled.
Automation and Handling
Cycle times in thin wall moulding can be as short as 2 to 5 seconds, making manual part removal impractical. Automated systems for part removal, stacking, and packaging are integral to the process.
Robots or pickers remove parts from the mould, often while still warm, and place them on conveyors or into stacking mechanisms.
In-mould labeling systems are common in thin wall packaging, where labels are placed in the mould before injection and become bonded to the part during moulding.
What Materials Are Suitable for Thin Wall Moulding?
Material selection is critical in thin wall moulding because the plastic must flow easily while still providing adequate mechanical properties in the finished part.
Flow Characteristics
The important property for thin wall moulding is melt flow rate, which indicates how easily the material flows under heat and pressure. Higher flow rates are generally required for thinner walls.
Melt flow index (MFI) values for thin wall materials are typically higher than for conventional grades. For polypropylene, thin wall grades may have MFI of 30 to 100 or higher, compared to 10 to 20 for general-purpose grades.
The material must maintain fluidity under the high shear rates encountered during injection. Some materials exhibit shear thinning, where viscosity decreases at high shear rates, which is advantageous.
Common Thin Wall Materials
Polypropylene (PP): The common material for thin wall packaging. It offers good chemical resistance, low cost, and a range of clarity options. High-flow grades are widely available.
Polystyrene (PS): Used for rigid containers and lids, particularly where clarity is desired. High-impact polystyrene provides improved toughness for some applications.
Polyethylene (PE): High-density polyethylene (HDPE) is used for some containers, though its flow characteristics are generally less favorable than polypropylene for very thin walls.
Polyethylene terephthalate (PET): Used for applications requiring clarity and barrier properties. Special grades with improved flow are available for thin wall moulding.
Thermoplastic elastomers (TPEs): Used for soft-touch components, seals integrated into rigid parts, or flexible thin wall items.
Considerations for Specific Applications
Food contact: Materials must comply with relevant food contact regulations. Additives such as colorants or nucleating agents must also be approved for food use.
Barrier properties: Some applications require barriers to oxygen, moisture, or light. This may involve multi-layer structures or specialized materials.
Temperature resistance: Microwaveable or hot-fill containers require materials that maintain dimensional stability at elevated temperatures.
Clarity: For transparent containers, materials such as clarified polypropylene, PET, or polystyrene are used, with mould finishes that maintain optical quality.
Contact Us
Email: [email protected]; Or fill out the contact form below.
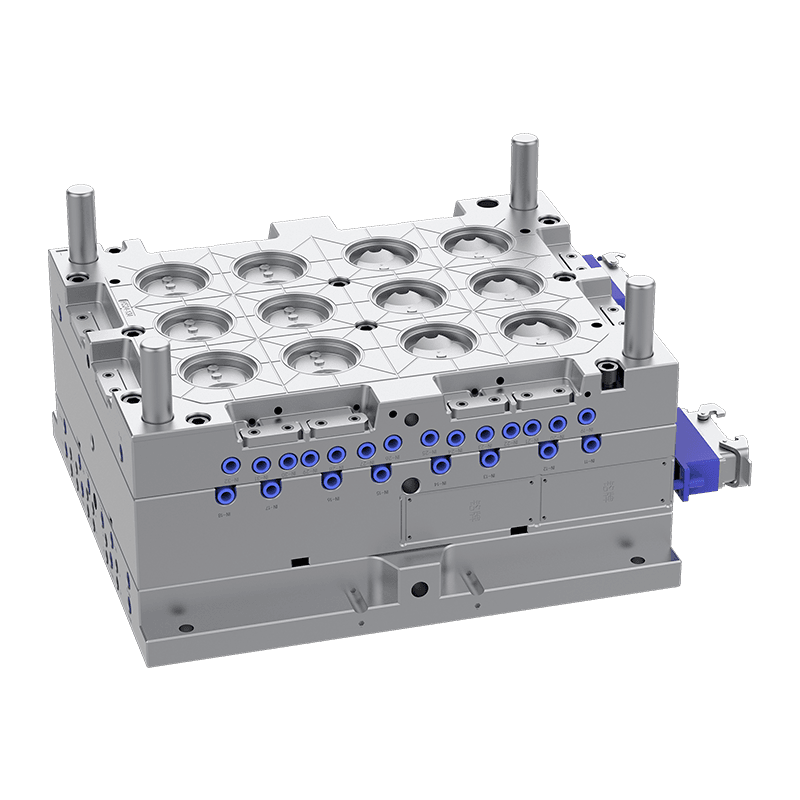
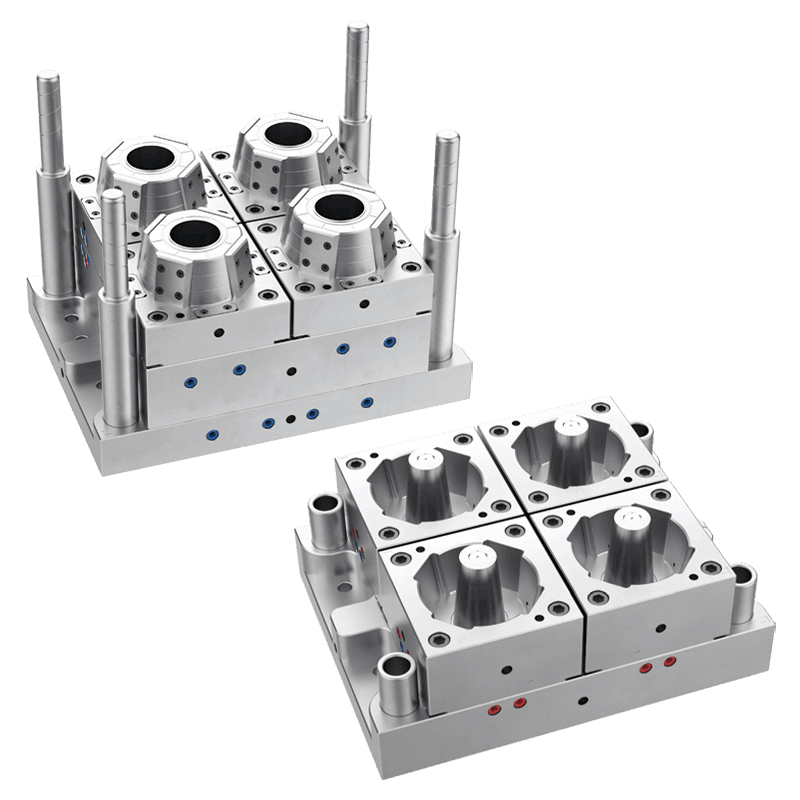
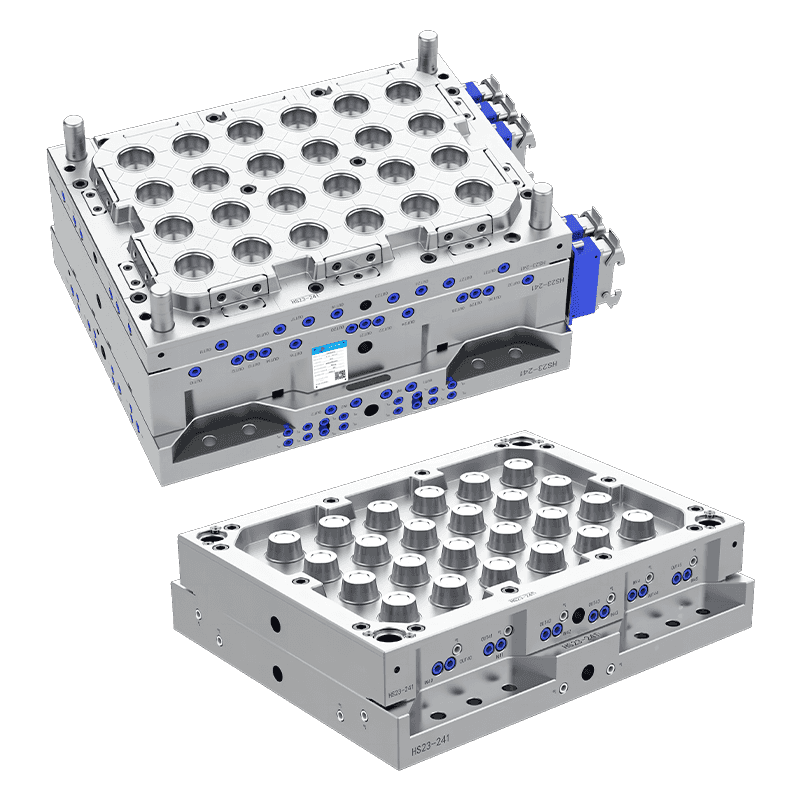
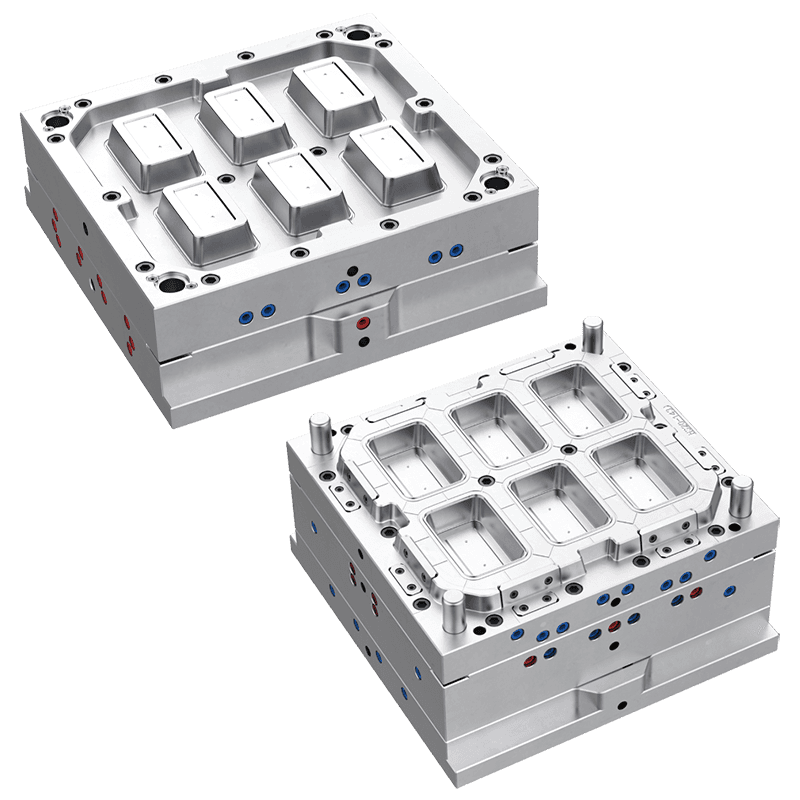
Yongkang Huashun Mould Co., Ltd. is a technology-based enterprise specializing in the production of thin-walled injection molds.
PRODUCT
- Disposable Plastic Round Food Container Moulds
- Disposable Plastic Square Food Container Moulds
- Disposable Bubble Tea Plastic PP Cup Mould Series
- Disposable Plastic Knife Fork And Spoon Mould Series
- Disposable Plastic Multi-grid Food Container Mould Series
- Disposable Plastic Portion Cup Mould Series
- Disposable Plastic Cup Mould Series
