 English
English 中文简体
中文简体 русский
русский Español
Español Français
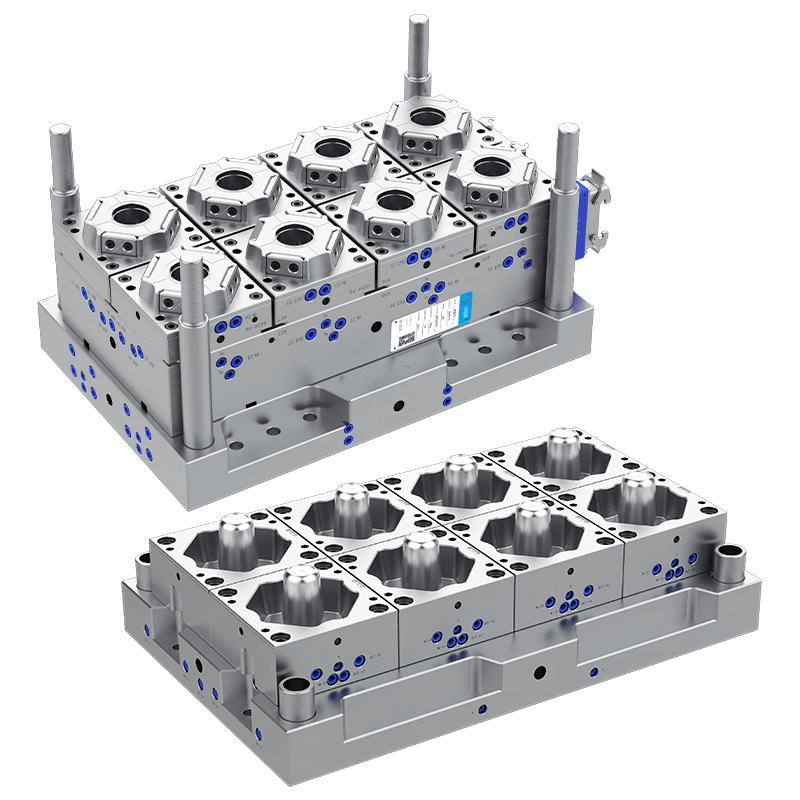
FrançaisFood Container Mold Factory: The Cavity Details That Decide Yield and Cycle Time
A food container mold is not the same tooling as a generic packaging mold. The steel has to run millions of cycles. The cooling has to pull heat out fast without warping thin walls. The ejection has to release a part that weighs almost nothing without leaving pin marks that tear a cling film seal. A food container mold factory lives in the space between part design, resin behaviour, and the realities of a high-cavitation production line. Here is where the money is made or lost.
Steel Selection and Cavity Count
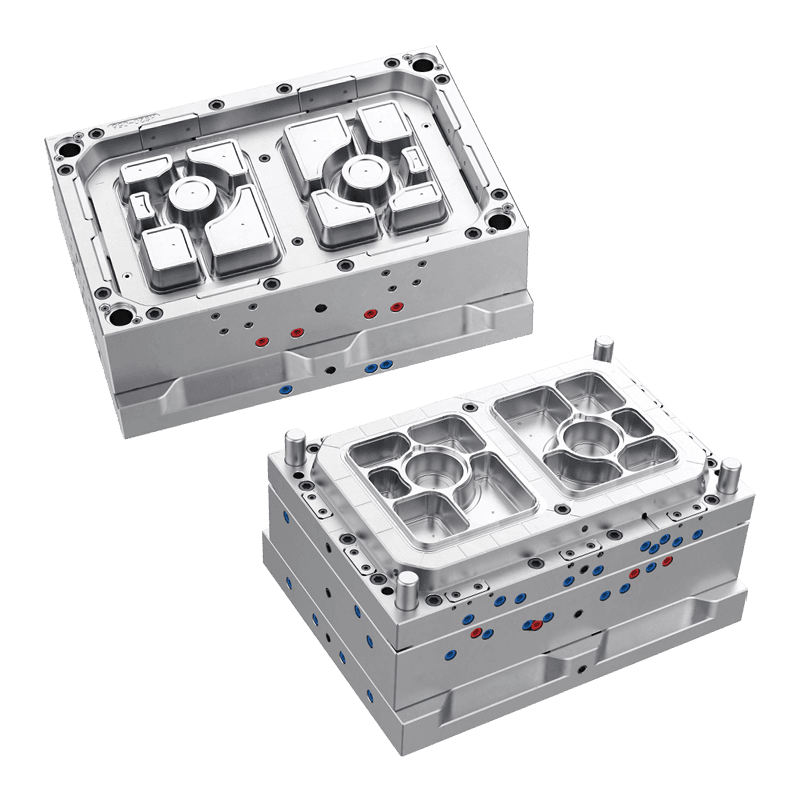
A multi-cavity food container mold starts with the steel grade. The cavities and cores see abrasive, high-flow resins and cycle times measured in seconds. Low-alloy tool steel works for short runs. For anything past a few hundred thousand cycles, the cavities need a higher chrome content and through-hardening. A food container mold factory that knows the expected annual volume will spec the steel accordingly and hard-chrome plate the cavity surfaces to resist scoring and improve release.
Cavity count drives output per cycle. But more cavities mean more complex runner balancing. A 16-cavity hot-runner mold with poorly balanced flow fills some cavities before others. The early-filling cavities pack out and flash while the late-filling ones short. A food container mold factory that does mold flow analysis on every runner layout catches this before steel is cut. One that guesses based on symmetry cuts steel twice—once to build the mold, again to fix it.
Cooling Design and Cycle Time
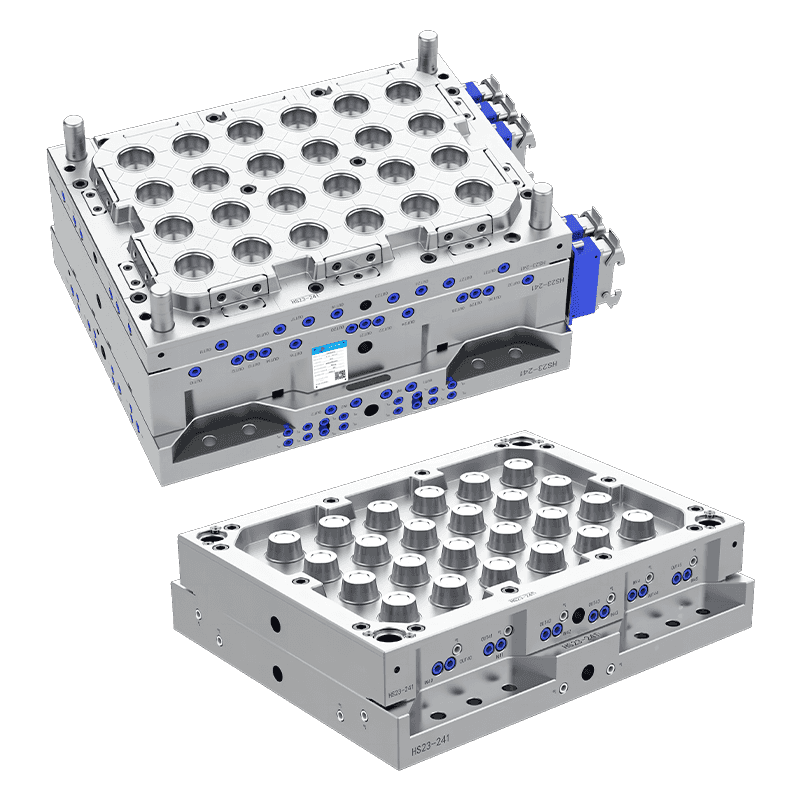
Thin-wall food containers freeze fast. That's the whole point—fast cycle. But uneven cooling warps the part. The sidewalls near the gate run hotter than the base. The corners run hotter than the walls. A food container mold factory designs cooling circuits that follow the part geometry closely, with conformal cooling where the budget allows or baffled drilled channels where it doesn't.
The temperature difference between cavity and core should stay within a narrow band across the entire molding surface. Hot spots delay ejection. The part sticks. The cycle stretches by fractions of a second that add up to lost profit over a year of production. Ask a food container mold factory for a cooling circuit diagram with the mold proposal, not after the tool is cut. A factory that can't provide one is relying on bulk mold temperature control, not precision heat removal.
Ejection and Stacking Features
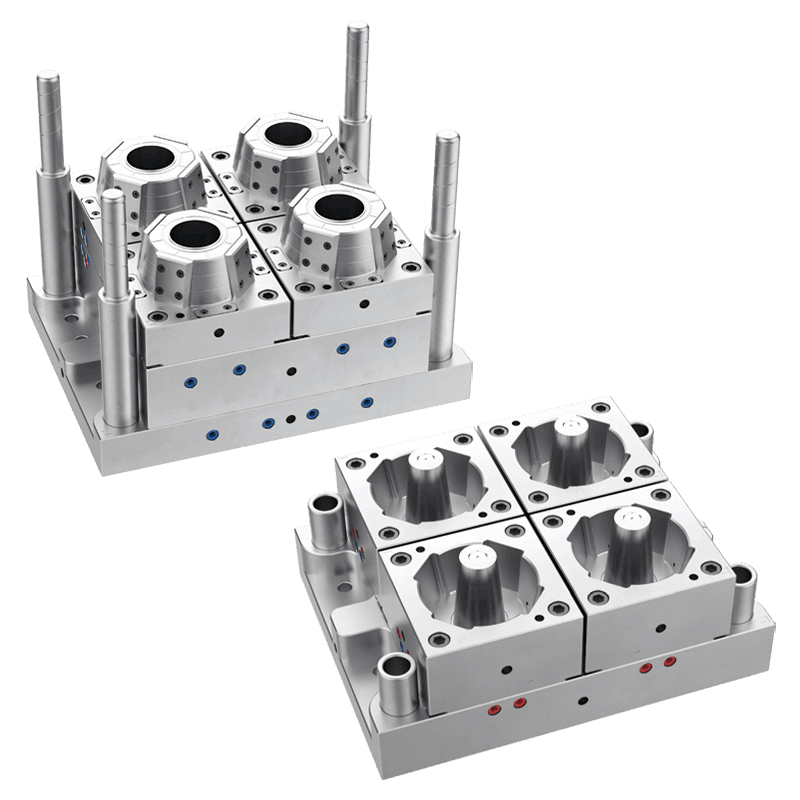
A food container releases from the mold in a fraction of a second. The ejection system—stripper plates, air poppets, or a combination—has to break the vacuum between the hot plastic and the polished cavity surface without distorting the rim. A rolled or dented rim won't seal. A food container mold factory that uses a full stripper ring with a positive air blast through the core produces clean, round rims cycle after cycle. Ejector pins alone on thin walls leave dimples or punch through.
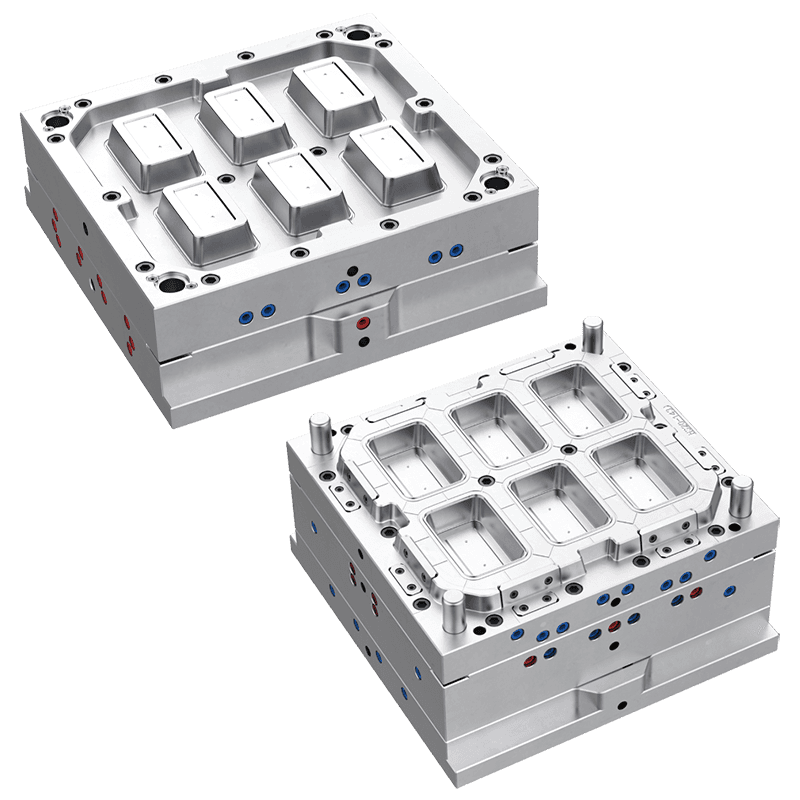
Many containers need to stack. The mold has to form stacking lugs or an undercut shoulder that lets one container nest into the next without jamming. These features are small and intolerant of draft. A food container mold factory that machines the stacking geometry with tight tolerances and adequate venting produces containers that separate easily on the filling line. One that misses the tolerance produces containers that wedge together and slow down automated packing.
Runner Systems: Cold, Hot, or Hybrid
Cold runners are simple and cheap to build. They also generate regrind from the sprue and runner that has to be re-pelletized and dried. For thin-wall containers, the runner can outweigh the part. A hot-runner system with valve gates eliminates the runner entirely and improves fill consistency. It also adds cost and complexity. A food container mold factory should recommend the runner type based on the resin, the annual volume, and the regrind tolerance for food-grade material. If the factory pushes hot runners regardless of volume, they may be optimizing for tool price, not part cost.
Validation and After-Sales
A food container mold factory should do a first-article inspection on the parts it ships with the mold. Dimensional checks against the print. Weight consistency across cavities. Stacking and seal tests. The mold should ship with a dimensional report, not just a set of parts in a box.
After-sales matters more on food container molds than most tooling. Cavities wear. Hot-runner components need cleaning. A factory that stocks spare cores, cavities, and hot-tip inserts for its molds is a supplier that expects to support the tool for its full life. One that treats each mold as a one-off project will be slow to supply spares when a cavity gets damaged on a Friday afternoon and the line is down. Ask about spare parts availability and lead times before ordering, not after commissioning. The answer tells you whether the factory is in the tooling business or the mold-selling business.
Contact Us
Email: [email protected]; Or fill out the contact form below.
Yongkang Huashun Mould Co., Ltd. is a technology-based enterprise specializing in the production of thin-walled injection molds.
PRODUCT
- Disposable Plastic Round Food Container Moulds
- Disposable Plastic Square Food Container Moulds
- Disposable Bubble Tea Plastic PP Cup Mould Series
- Disposable Plastic Knife Fork And Spoon Mould Series
- Disposable Plastic Multi-grid Food Container Mould Series
- Disposable Plastic Portion Cup Mould Series
- Disposable Plastic Cup Mould Series
