 English
English 中文简体
中文简体 русский
русский Español
Español Français
FrançaisDefects in Products Produced by Injection Moulding Die: Causes and Solutions
Injection moulding is a widely used manufacturing process for producing plastic parts by injecting molten material into a mould cavity. It is used to create a wide variety of products, from consumer goods to industrial components. However, like any manufacturing process, it is prone to defects.
Common Defects in Injection Moulded Products
Warping
Warping occurs when parts deform after cooling, leading to changes in shape. This defect is often caused by uneven cooling within the mould. If certain sections of the mould cool faster than others, the part may bend or twist as it solidifies. Factors such as inconsistent wall thickness or improper cooling channel design can exacerbate this issue.
Sink Marks
Sink marks are depressions or dimples that appear on the surface of a part, usually in areas where the material is thickest. These defects happen when the plastic cools too slowly in certain areas, causing the material to shrink and form visible indentations. Sink marks are often found in sections where excessive material was injected, and they can affect the part’s overall aesthetics.
Flash
Flash occurs when excess plastic material escapes from the mould cavity and forms thin, unwanted layers around the edges of the part. It is caused by improper mould sealing, high injection pressure, or excessive mould clamping force. Flashing results in additional work for the manufacturer, as the excess material must be trimmed away after moulding.
Air Traps
Air traps happen when pockets of air are trapped inside the mould cavity during the injection process. These pockets can create voids or holes in the finished product, leading to a weak structure. Poor venting or rapid injection rates are common causes of air traps.
Flow Lines
Flow lines are visible streaks or patterns that appear on the surface of the moulded part. These are typically caused by variations in the speed or temperature of the injected material, leading to inconsistent flow. Inadequate mould venting and high injection speeds are common causes of flow lines.
Short Shots
A short shot occurs when the mould cavity is not completely filled with material, leaving an incomplete or partially formed product. This can be caused by insufficient injection pressure, inadequate material flow, or a blocked nozzle. Short shots are a serious defect, as they can affect the structural integrity and functionality of the part.
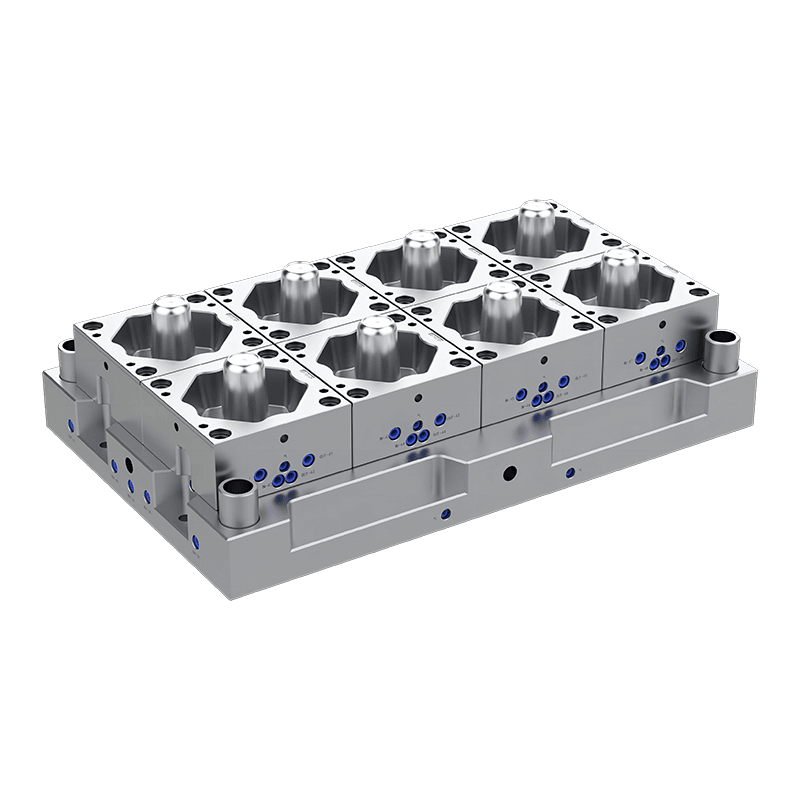
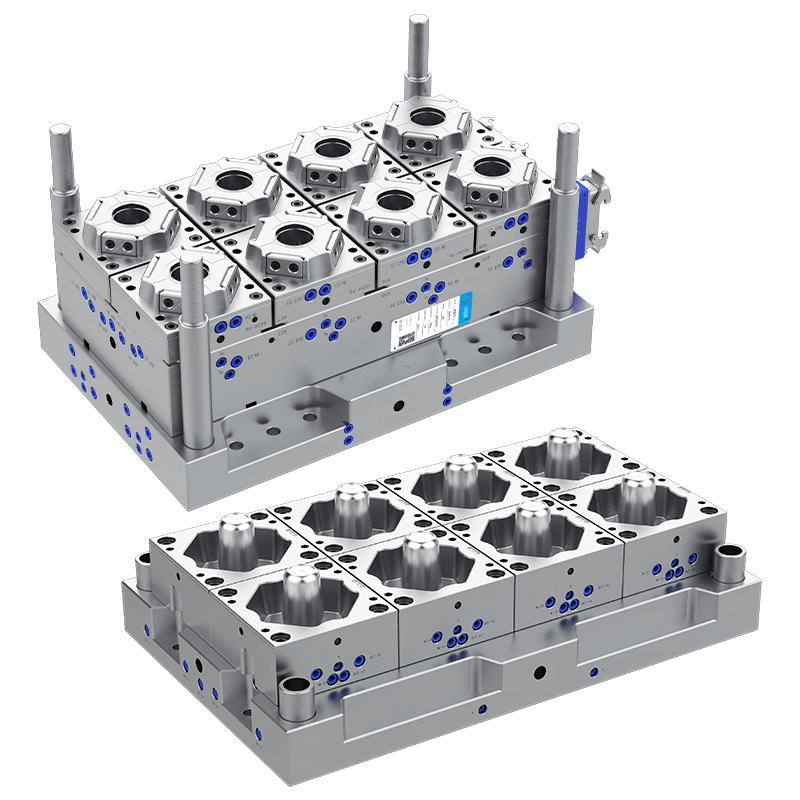
Injection Moulding Die: Function and Design Considerations
An injection moulding die, also known as a mould or tool, is the core component used in the injection moulding process to shape plastic parts. The die consists of two halves: a stationary half and a movable half. These halves form a cavity into which molten plastic is injected under high pressure, where it cools and solidifies into the desired shape. The design and maintenance of the injection moulding die are essential for producing parts with high precision and quality.
Function of the Injection Moulding Die
The primary function of the injection moulding die is to shape the molten material into the final product. The die is responsible for determining the shape, size, and surface texture of the part. It ensures that the material fills the cavity evenly and maintains the required dimensions. Injection moulding dies must be able to withstand the high pressures and temperatures associated with the injection process. The die must also allow for proper cooling and ejection of the part once it is formed.
Design Considerations for Injection Moulding Die
The design of the injection moulding die is a critical factor in the overall quality of the moulded part. Several factors must be considered when designing the die:
Material Selection
The die material should be durable and resistant to wear and thermal expansion. Common die materials include steel and aluminum, with each offering different levels of hardness and heat resistance.
Cooling System
A well-designed cooling system is necessary to control the temperature during the moulding process. Inadequate cooling can result in defects such as warping or sink marks. Proper cooling channels must be integrated into the die to ensure uniform temperature distribution.
Venting
Proper venting is required to release trapped air and gases from the mould cavity. Venting channels prevent air traps and ensure that the molten material flows into the cavity without obstruction.
Maintenance and Quality Control in Injection Moulding Dies
To ensure the efficient performance and longevity of injection moulding dies, regular maintenance and quality control measures must be implemented.
Routine Maintenance
Proper maintenance of the injection moulding die involves periodic cleaning, lubrication, and inspection. Cleaning the die removes residual plastic, which can accumulate and cause blockages in the cooling channels or vents. Lubrication ensures smooth movement of the movable parts, preventing friction that could lead to wear or damage.
Quality Control Measures
Quality control during the injection moulding process involves monitoring key parameters such as injection pressure, temperature, material flow, and cycle time. Consistent monitoring helps identify potential issues early, allowing adjustments to be made before defects occur. Additionally, regular inspections of the die can detect signs of wear or damage, such as cracks or misalignment, which can lead to poor-quality products.
Contact Us
Email: [email protected]; Or fill out the contact form below.
Yongkang Huashun Mould Co., Ltd. is a technology-based enterprise specializing in the production of thin-walled injection molds.
PRODUCT
- Disposable Plastic Round Food Container Moulds
- Disposable Plastic Square Food Container Moulds
- Disposable Bubble Tea Plastic PP Cup Mould Series
- Disposable Plastic Knife Fork And Spoon Mould Series
- Disposable Plastic Multi-grid Food Container Mould Series
- Disposable Plastic Portion Cup Mould Series
- Disposable Plastic Cup Mould Series
