 English
English 中文简体
中文简体 русский
русский Español
Español Français
FrançaisWhat are the design considerations for the Mold for Plastic Cup?
The ubiquitous plastic cup, found everywhere from water coolers to social gatherings, is a masterpiece of mass production. Its simplicity for the end-user belies a complex engineering process that begins with its very blueprint: the mold. The design of a Mold for Plastic Cup is a critical undertaking that balances functionality, manufacturing efficiency, and economic viability. It is not merely a hollow cavity in the shape of a cup; it is a sophisticated system that must account for material behavior, production speed, and final product performance. A well-designed mold ensures consistent quality, minimizes waste, and operates reliably through millions of cycles. The considerations involved span several key areas, from the fundamental internal geometry to the intricate systems that bring the mold to life.

Cavity and Core Design: Defining the Form
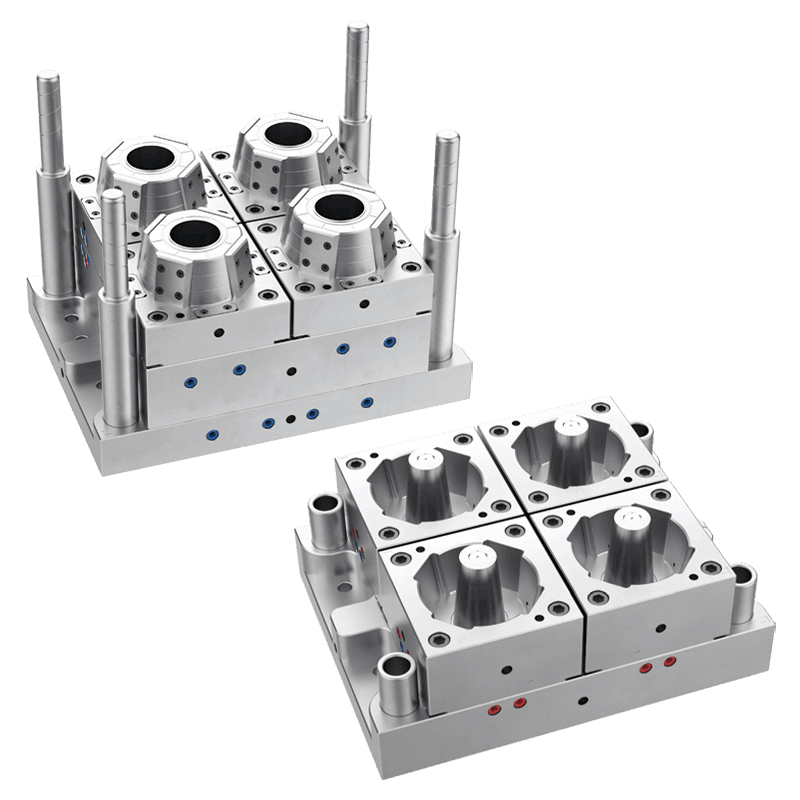
The heart of any mold is the cavity and core, which form the external and internal surfaces of the cup, respectively. The design of these components dictates the cup's primary shape and structural integrity.
Draft Angles: A fundamental but essential consideration is the incorporation of draft angles. These are slight tapers applied to the vertical walls of the cup. Without a draft angle, the newly formed plastic cup would grip the core tightly, making ejection difficult or impossible without damaging the part. A sufficient draft angle ensures the cup can be cleanly and smoothly stripped from the mold after cooling.
Wall Thickness Consistency: Achieving a uniform wall thickness throughout the cup is a primary goal of mold design. Variations in thickness can visual defects like sink marks, as well as structural weaknesses. More critically, uneven cooling can occur, where thicker sections cool slower than thin ones, causing warping or internal stresses. The design of the Mold for Plastic Cup must ensure that the gap between the cavity and core is perfectly consistent to facilitate this.
Surface Finish: The texture of the mold's steel is directly transferred to the plastic. Therefore, the desired finish of the final cup—whether a high-gloss polish, a matte texture, or a specific pattern—must be machined into the mold. A gloss finish requires a highly polished surface, while a texture is achieved through chemical etching or laser engraving on the Mold for Plastic Cup itself.
The Gating and Runner System: Controlling the Flow
How molten plastic enters the mold cavity is a science in itself. The gating system is responsible for delivering material from the injection molding machine nozzle to the cavity.
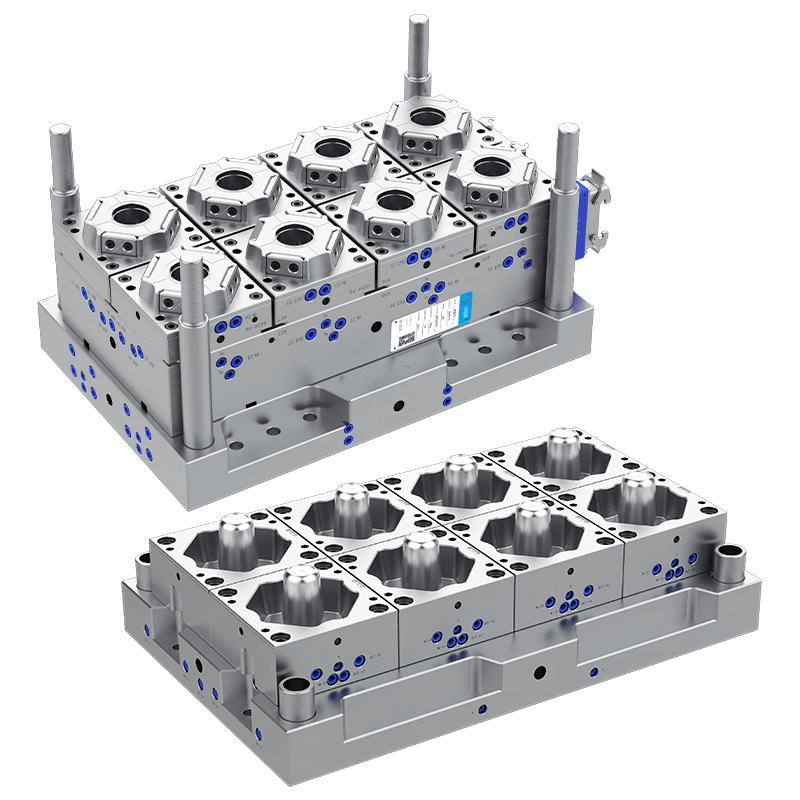
Gate Location: The point where plastic enters the cavity, the gate, must be chosen with care. For a cup, a single gate located at the center of the base is common. This location allows for symmetrical filling and helps push any air bubbles upward and out of the cavity ahead of the plastic flow. The gate location also affects the weld lines and the final appearance of the part.
Type of Gate: A sub-gate or tunnel gate is often used for a Mold for Plastic Cup. This type of gate separates the part from the runner system automatically as the mold opens, leaving a small, inconspicuous mark that requires no secondary trimming. This is crucial for high-speed production as it automates the separation process.
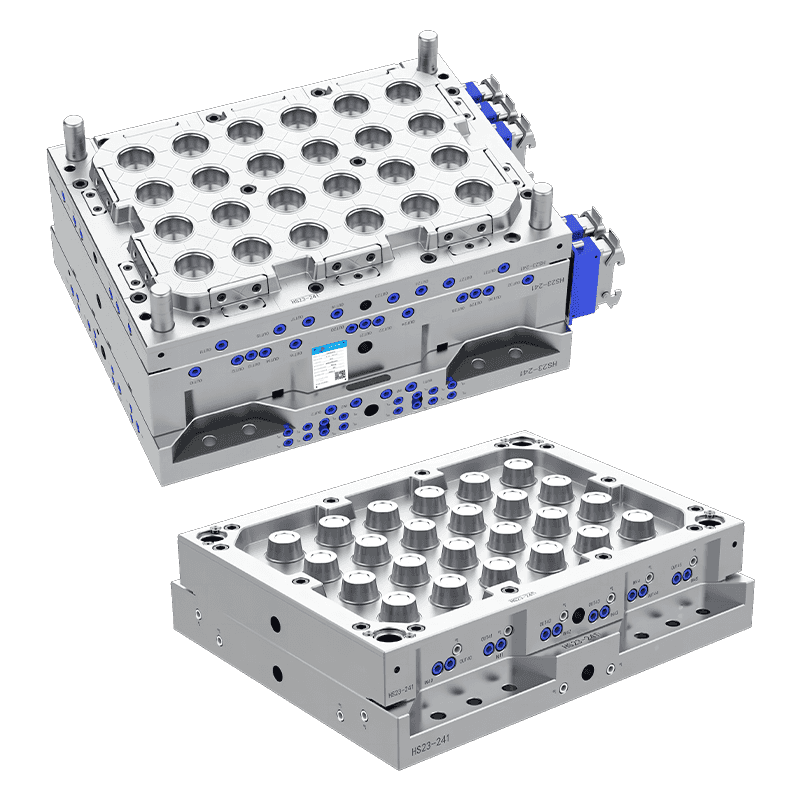
Runner Design: The runner is the channel that carries plastic from the machine to the gate. In a multi-cavity mold, a balanced runner system is vital. It must be designed so that plastic reaches all cavities at the same time, pressure, and temperature to ensure every cup in the Mold for Plastic Cup set is identical.
Cooling and Ejection Systems: Ensuring Efficiency
Once the cavity is filled, the plastic must solidify quickly and be removed reliably. The systems for cooling and ejection are key to the mold's cycle time and longevity.
Cooling Channel Layout: Cooling time can account for over half of the total production cycle. A network of cooling channels is drilled through the mold plates to circulate water or oil and extract heat. An efficient cooling system for a Mold for Plastic Cup will have channels that closely follow the contours of the cavity and core. Uniform cooling is essential to prevent warpage and to minimize the time between shots, directly impacting production costs.
Ejection Mechanism: After the cup has solidified, it must be ejected. This is typically done using ejector pins. The number, size, and placement of these pins are critical. They must apply enough force to push the cup off the core without distorting its thin walls or leaving visible marks on the interior surface. The ejection system must be robust enough to function reliably for millions of cycles.
Contact Us
Email: [email protected]; Or fill out the contact form below.
Yongkang Huashun Mould Co., Ltd. is a technology-based enterprise specializing in the production of thin-walled injection molds.
PRODUCT
- Disposable Plastic Round Food Container Moulds
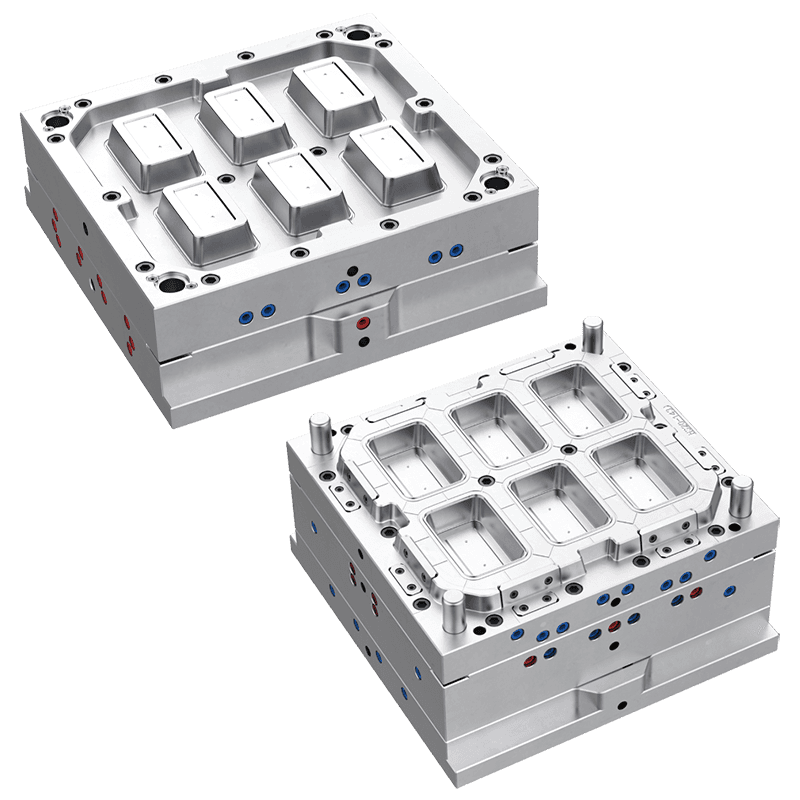
- Disposable Plastic Square Food Container Moulds
- Disposable Bubble Tea Plastic PP Cup Mould Series
- Disposable Plastic Knife Fork And Spoon Mould Series
- Disposable Plastic Multi-grid Food Container Mould Series
- Disposable Plastic Portion Cup Mould Series
- Disposable Plastic Cup Mould Series
